
產品介紹

(1)、根據施工現場情況,確定所需三通數量與規格。將三通鋼管運送至預制管件工作場地。
(2)、設計三通:根據彎頭尺寸、萬毒,計算財經高密度聚乙烯外護管。確定裁剪形狀符合工藝要求后對結成彎頭外護管,裁剪部分兩端處理成斜坡口以便焊接,盡量減少裁剪塊數,少一處對節點就少一處隱患點。
(3)、彎頭外護管兩端各比鋼管短15cm-20cm,以便鋼管焊接。
(4)、在三通外護管上部中心開注塑孔,調整發泡平臺至水平位置。
(5)、啟動注塑發泡機,調整工藝參數,確定注塑時間,注意用料量、原料溫度、氣壓、空氣濕度等條件適宜后注塑孔注塑。
(6)、觀察發泡情況,確定聚氨酯硬質泡沫填充滿鋼管與外護管間隙并由注塑孔、排氣孔溢出,經表面處理后,及時密封注塑孔并進行熱熔,確保補孔處安全可靠無隱患。

 本公司相關產品
本公司相關產品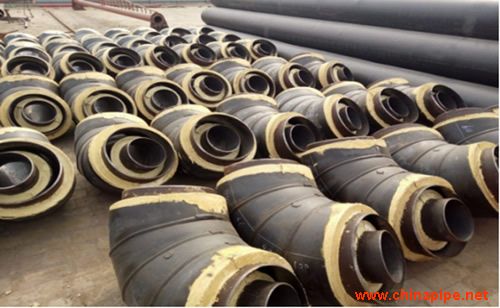


 本公司相關供應信息
本公司相關供應信息